精密機(jī)械零件加工工藝及加工方法
2021/8/20 11:16:30??????點(diǎn)擊:
??????文章來(lái)源:深圳一鑫精密CNC加工廠
深圳一鑫創(chuàng)研技術(shù)有限公司成立于2009年,現(xiàn)有職員工兩百人左右;主要從事各種精密機(jī)械零件加工,CNC加工,數(shù)控車床加工等等我們的加工業(yè)務(wù)遍布國(guó)內(nèi)外,”德國(guó)的品質(zhì)中國(guó)的價(jià)格”是我們的目標(biāo),歡迎有誠(chéng)意,有實(shí)力,有需要的朋友跟我們聯(lián)系,我們將是您的選擇!

深圳市一鑫精密-專業(yè)CNC加工廠
精密機(jī)械零件加工的主要工藝
精磨:用于加工軸或孔類零件。這類零件多數(shù)采用淬硬鋼,有很高的硬度。大多數(shù)高精度磨床主軸采用靜壓或動(dòng)壓液體軸承,以保證高穩(wěn)定度。磨削的極限精度除受機(jī)床主軸和床身剛度的影響外,還與砂輪的選擇和平衡、工件中心孔的加工精度等因素有關(guān)。精磨可獲得 1微米的尺寸精度和0.5微米的不圓度。10、裝配前,所有鋼管(包括預(yù)制成型管路)都要進(jìn)行脫脂、酸洗、中和、水洗及防銹處理。

鋁合金cnc加工
研磨:利用配合件互研的原理對(duì)被加工表面上不規(guī)則的凸起部位進(jìn)行選擇加工。磨粒直徑、切削力和切削熱均可精l確控制,因而是精密加工技術(shù)中獲得高精度的加工方法。飛行器的精密伺服部件中的液壓或氣動(dòng)配合件、動(dòng)壓陀螺馬達(dá)的軸承零件都采用這種方法加工,以達(dá)到0.1甚至0.01微米的精度和0.005微米的微觀不平度。可以采用德國(guó)舒美公司的微生物檢測(cè)片,能在48小時(shí)內(nèi)檢出液體中的微生物含量。

攝像器材鋁合金零件
隨著機(jī)械工業(yè)的發(fā)展,新的設(shè)計(jì)理論和方法、新材料、新工藝的出現(xiàn),機(jī)械零件進(jìn)入了新的發(fā)展階段。有限元法、斷裂力學(xué)、彈性流體動(dòng)壓潤(rùn)滑、優(yōu)化設(shè)計(jì)、可靠性設(shè)計(jì)、計(jì)算機(jī)輔助設(shè)計(jì)(CAD)、實(shí)體建模(Pro、Ug、Solidworks等)、系統(tǒng)分析和設(shè)計(jì)方法學(xué)等理論,已逐漸用于機(jī)械零件的研究和設(shè)計(jì)。
精密機(jī)械零件加工不得不了解的技術(shù)要求補(bǔ)焊技術(shù)要求:1、補(bǔ)焊前必須將缺陷徹底清除,坡口面應(yīng)修的平整圓滑,不得有尖角存在。

鋁合金零件批發(fā)定制
所以在未來(lái),精密機(jī)械零件加工也只會(huì)越來(lái)越綜合化,它不再是只是單純的一種機(jī)械加工模式了,它在與高科技進(jìn)行著無(wú)縫鏈接當(dāng)下,反而能更好的發(fā)揮它的作用,特別是在機(jī)械加工行業(yè)的數(shù)字化使它的發(fā)展產(chǎn)生了質(zhì)的飛躍,能更好的服務(wù)于工業(yè)發(fā)展。
切斷精密機(jī)械零件加工的方法
一、直進(jìn)法:切斷刀垂直工件軸線方向一直橫向進(jìn)刀,直至工件被切斷,這是精密機(jī)械零件加工常用的方法。
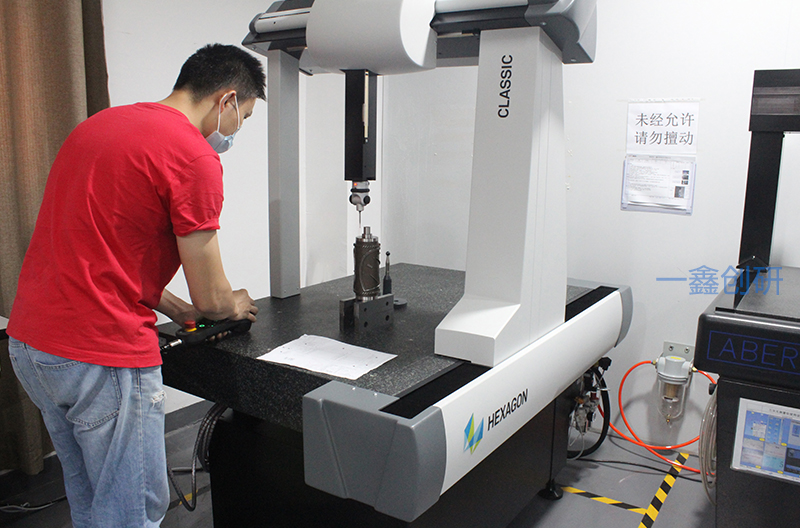
一鑫精密三次元檢測(cè)設(shè)備
二、左右借刀法:一邊橫向進(jìn)刀,一邊縱向左右移動(dòng),輪番進(jìn)行,直到切斷,一般在剛性不足時(shí)用
反切法:是指將道具反裝,車床反轉(zhuǎn)進(jìn)行切斷,其切削平穩(wěn),排屑順暢,但易損壞車床,用時(shí)須在卡盤上裝保險(xiǎn)裝置,滑板轉(zhuǎn)盤須緊鎖。切斷時(shí),如遇長(zhǎng)工件、大直徑時(shí),切斷刀不切到底,一般還剩2-3mm時(shí)即退刀,將工件扳斷。
- 上一篇:
哪些因素會(huì)造成鋁合金零件表面發(fā)黑
2021/9/16 - 下一篇:
汽車配件包括什么,汽車配件加工網(wǎng)
2021/8/7